ICS 11.040.99
 CCS C 30
CCS C 30
中 华 人 民 共 和 国 民 政 行 业 标 准
MZ/T 151—2020
康复训练器械 砂磨桌
Rehabilitation training devices—Sanding table
 2020-10-23 发布 2020-10-23 实施
2020-10-23 发布 2020-10-23 实施
中华人民共和国民政部 发 布
前 言
本标准按照GB/T 1.1-2009 给出的规则起草。
本文件的有些内容可能涉及专利,本文件的发布机构不承担识别这些专利的责任。 本标准由中华人民共和国民政部提出。
本标准由全国残疾人康复和专用设备标准化技术委员会(SAC/TC 148)归口。
本标准起草单位:中国康复辅助器具协会、常州市钱璟康复股份有限公司、河南翔宇医疗设备股份 有限公司、常州市建本医疗康复器材有限公司、常州市久圣康复器材有限公司。
本标准主要起草人:樊金成、高杰、毕建明、薛沪芳、凌伟、庄慧芳、何永正、杜小龙、孙雪蛟、 宋锡峰。
康复训练器械 砂磨桌
1 范围
本标准规定了砂磨桌的分类、型号与产品组成、技术要求、试验方法、检验规则、标志、使用说明 书、包装、运输和贮存。
本标准适用于上肢肌力及协调活动能力障碍者通过操作磨具对桌面板进行摩擦运动的砂磨桌。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。 凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB/T 2828.1 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 9174 一般货物运输包装通用技术条件
GB/T 9969 工业产品使用说明书 总则
GB 24436—2009 康复训练器械 安全通用要求
3 术语和定义
下列术语和定义适用于本文件。
3.1
砂磨桌 sanding table
桌面板角度可调,并通过操作磨具对桌面板进行摩擦运动以对上肢肌力及协调活动能力进行作业训
练的康复器械。
3.2
训练位 training position
器械上满足一个人至少完成一种训练功能的位置。[GB 24436-2009,定义3.2]
3.3
加载垫 loading mat
在测试件与加载设备之间传递测试载荷的刚性材料件。
4 分类、型号与产品组成
4.1 分类
4.1.1 按使用对象分成人型和儿童型。
4.1.2 按桌面板角度的调节方式分无级调节型和有级调节型。
4.2 型号
4.2.1 型号组成
型号由产品类别代号、产品名称代号、设计序号和设计改型代号组成。
□ - □ - □ □
 设计改型代号设计序号
设计改型代号设计序号
产品名称代号产品类别代号
4.2.2 产品类别代号
产品类别代号用二个汉语拼音首位大写字母分别表示使用对象和调节方式,其中“C”表示成人型, “E”表示儿童型,“W”表示无级调节型,“Y”表示有级调节型。
4.2.3 产品名称代号
产品名称代号用“砂磨桌”的汉语拼音首位大写字母“SMZ”表示。
4.2.4 设计序号
设计序号按设计顺序号用两位阿拉伯数字表示,当设计序号为 01 时可省略。
4.2.5 设计改型代号
设计改型代号用大写英文字母 A、B、C……表示。
4.2.6 型号示例
CW-SMZ-02A 表示成人、无级、第二次设计、第一次改型的砂磨桌。
4.3 产品组成
砂磨桌主要由磨具和桌组成。桌主要由桌面板、角度调节装置、底架等组成。
5 技术要求
5.1 基本参数
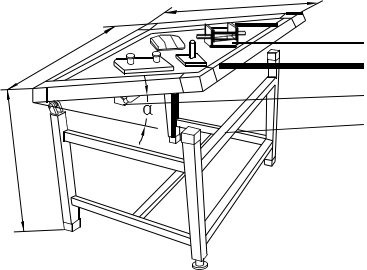
基本参数见表1,各部件名称及结构见图1。
表 1 基本参数
序号 |
项目 |
参数 |
成人型 |
儿童型 |
1 |
长度(L)/mm |
≥1 000 |
≥800 |
2 |
宽度(W)/mm |
≥800 |
≥600 |
3 |
桌面板角度调节至最大时离地高度(H)/mm |
800≤H≤900 |
650≤H≤750 |
4 |
最大可调角度(α) |
≥45° |

 1
1
2
3
 4
4
说 明 : 1——磨具;
2——桌面板;
3——角度调节装置;
4——底架。
图 1 砂磨桌示意图
5.2 外观
5.2.1 可触及或可视的零件表面不应有毛刺、尖角、锐边等缺陷。
5.2.2 塑料等高分子材料件表面应色泽均匀、无开裂、飞边等现象。
5.2.3 焊接件焊缝表面应均匀平整,不应有漏焊、虚焊、焊瘤、夹渣、裂缝、烧穿、飞溅物等缺陷。
5.2.4 镀(涂)层表面应色泽均匀,不应有锈蚀、露底、鼓泡、剥落、流挂和明显的划痕等缺陷。
5.2.5 木制件榫结合处应结合牢固,加工表面不应有崩茬、刀痕、毛刺、虫眼、尖角等现象。
5.3 桌面板
5.3.1 桌面板的四周应有凸起的边缘,边缘高度为 8 mm~15 mm 以防止磨具的滑落。
5.3.2 桌面板的长度 L、宽度 W、桌面板角度调节至最大时离地高度 H应符合表 1 的要求。
5.3.3 桌面板上与磨具摩擦的部位应采用表面粗糙的材料,按 6.3.2 检验后,将桌面板的可调角度调至 15°±0.5°,每件磨具放置在桌面板的被磨擦区域内时,应不滑动。
5.4 角度调节装置
5.4.1 角度调节装置应在不使用工具的情况下进行操作。
5.4.2 最大可调角度α应符合表 1 的要求。
5.4.3 无级调节型的角度调节装置,其角度应连续可调并可靠锁定。
5.4.4 有级调节型的角度调节装置,其角度调节档位应不少于三档并可靠锁定。
5.5 底架
5.5.1 底架若可折叠时应操作灵活,无卡滞现象。
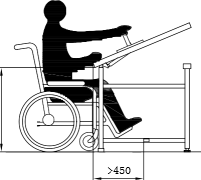
5.5.2 底架训练位应有无障碍空间以适应轮椅乘坐者进行训练,桌下净空深应大于 450 mm(见图 2), 桌下净空高应大于 600 mm(见图 2),桌下净空宽应大于 650 mm。
 单位为毫米
单位为毫米
 图 2 无障碍空间
图 2 无障碍空间
5.6 磨具
5.6.1 磨具的结构型式至少应有单手操作型、双手操作型和配重操作型,并可采用握、捏、平扶等多 种手握姿势进行训练。
5.6.2 磨具可采用实木制作,磨具把手直径为 30 mm~45 mm。
5.7 桌的稳定性
5.7.1 桌的着地平稳性应符合 GB 24436-2009 中 5.4.1 的要求。
5.7.2 桌的可靠定位性应符合 GB 24436-2009 中 5.4.3 的要求。
5.8 桌的静载强度
按 6.8.2 检验,卸载后桌面板的最大可调角度的变化量Δα应不大于 3%,且各零部件应不产生裂纹、开焊、断裂等现象。
6 试验方法
6.1 检验条件
6.1.1 全部检验应在室温中完成。
6.1.2 除非另有说明,施加载荷的力应精确到±2%;施力位置的尺寸测量应精确到±2 ㎜。
6.2 外观检验
采用手感、观察等方法对外观进行检验。
6.3 桌面板检验
6.3.1 采用符合精度要求的量具检验桌面板四周边缘高度、桌面板的长度 L、宽度 W、桌面板角度调节至最大时离地高度 H。
6.3.2 砂磨桌水平放置,在直径为 200 mm 的滑块(与磨具材质相同)上施加 20 N 载荷,滑块以 0.5 m/s 的速度在 500 mm 的行程范围内与桌面板之间作纵向往复磨擦运动,循环 100 000 次后,清理台面上的
磨损微粒,调节桌面板的可调角度至 15°±0.5°,每件磨具放置在桌面板的被磨擦区域内时,观察磨具应无滑动。
6.4 角度调节装置检验
按使用说明操作角度调节装置直至桌面板的可调角度为最大,采用符合精度要求的角度测量工具检 验桌面板的最大可调角度α,并通过试用的方法评定角度调节装置的锁定可靠性。
6.5 底架检验
6.5.1 按照使用说明操作底架的折叠装置,评定能否灵活操作和有无卡滞现象。
6.5.2 底架训练位的无障碍空间尺寸采用符合精度要求的量具进行检验。
6.6 磨具检验
6.6.1 采用观察、试用等方法对磨具的可操作类型进行检验。
6.6.2 采用符合精度要求的量具对磨具把手直径进行检验。
6.7 桌的稳定性检验
6.7.1 桌的着地平稳性检验方法按 GB 24436-2009 中 6.3.1 的规定。
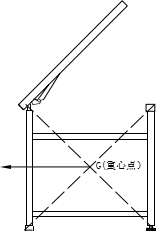
6.7.2 桌的可靠定位性检验方法按 GB 24436-2009 中 6.3.3 规定(桌面板的可调角度应调至最大,见图 3)。
 200 N
200 N
图 3 桌的可靠定位性检验示意图
6.8 桌的静载强度检验
6.8.1 加载要求
加载时应将加载垫的质量计算在内。
6.8.2 加载垫
加载垫为直径 350 ㎜的刚性材料件,其加载面平整光滑且边沿倒圆半径为 12 ㎜,见图 4。
单位为毫米
图 4 加载垫
6.8.3 桌的静载强度检验
用固定物体抵住桌的底架前侧以防止加载时桌的移位,将桌面板的可调角度调节至最大,在桌面板 中部区域通过加载垫垂直施加 750 N 静载荷(见图 5),保持 5 min,卸载后在按 6.4 测量的同一位置测量桌面板最大可调角度的变化量Δα,并观察各零部件应无裂纹、开焊、断裂等现象。
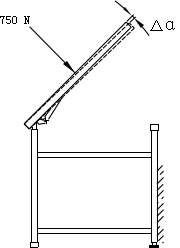
图 5 桌的静载强度检验示意图
7 检验规则
7.1 检验分类
产品检验分出厂检验和型式检验。
7.1.1 出厂检验
7.1.1.1 每批产品应按本标准进行出厂检验。
7.1.1.2 出厂检验项目至少应包括 5.2、5.3.1、5.3.2、5.4、5.5、5.6。
7.1.2 型式检验
7.1.2.1 提交型式检验的砂磨桌必须是经过出厂检验合格的产品。
7.1.2.2 有下列情况之一时,必须进行型式检验:
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 停产一年后,重新生产时;
d) 成批生产后,产品质量定期检查时;
e) 国家质量监督检验机构提出进行型式检验要求时;
f) 合同规定。
7.1.2.3 型式检验项目为第 5 章规定的全部项目。
7.2 抽样规则
7.2.1 出厂检验的抽样按 GB/T 2828.1 的规定,采用正常检验,一次抽样方案,一般检查水平Ⅱ,质量接收限(AQL)为 6.5。
7.2.2 型式检验应从近期生产并经出厂检验合格的产品中随机抽取 2 件样品,1 件送检,1 件封存。
7.3 判定规则
7.3.1 出厂检验项目的实测结果均达到本标准规定要求时,判定该产品为合格品,达不到合格品要求 的产品为不合格品。
7.3.2 型式检验项目的实测结果中,性能指标有一项不符合本标准要求时,将封存件进行检验,仍不 合格的判定本次型式检验为不合格。
8 标志、使用说明书
8.1 标志
8.1.1 砂磨桌应有铭牌,铭牌上至少应有如下内容:
a) 产品名称及型号;
b) 生产厂名及商标;
c) 厂址及联系方式;
d) 生产日期;
e) 产品编号;
f) 产品标准编号。
8.1.2 砂磨桌应有合格证,合格证上至少应有下列标志:
a) 产品名称和型号;
b) 生产厂名;
c) 检验员代号;
d) 检验日期;
e) 产品编号。
8.1.3 包装箱上应有下列标志:
a) 生产厂名及商标;
b) 厂址及联系方式;
c) 产品名称及型号;
d) 产品标准编号;
e) 数量;
f) 毛重;
g) 体积(长×宽×高)。
8.1.4 包装储运图示标志应符合 GB/T 191 的要求。
8.2 使用说明书
使用说明书应符合 GB/T 9969 的要求。
9 包装、运输、贮存
9.1 包装
9.1.1 包装箱应符合 GB/T 9174 的要求。
9.1.2 包装箱内应附有随机文件,随机文件应包括使用说明书、合格证、装箱单、保修卡。
9.2 运输
砂磨桌在运输过程中应避免雨淋及化学品的腐蚀。
9.3 贮存
砂磨桌应贮存在无腐蚀性气体和通风良好的室内。